翻砂铸造?听起来像是在玩沙子!
哎哟喂,今天咱们来聊聊“翻砂铸造厂”和“翻砂铸造工艺流程”,听起来是不是有点高大上?别怕,其实这玩意儿一点都不复杂,就和玩沙子一样简单!
还记得小时候在沙滩上玩沙子吗?用小铲子挖个坑,然后把沙子堆起来,再用模具印出各种形状。翻砂铸造,其实就是这么个原理!只不过咱们玩的是沙子,人家玩的是“砂子”!

翻砂铸造,说白了就是用沙子做模具,然后把金属熔化,浇进模具里,等它冷却凝固之后,就成了咱们想要的形状!
是不是很简单?但你别以为简单就没什么技术含量!这玩意儿可是个技术活,每个步骤都得小心谨慎,不然就容易出
接下来,咱们就来详细说一说翻砂铸造的“八个步骤”:
1. 制模: 首先要根据咱们要铸造的零件形状,设计一个模具。这个模具一般是用木头、金属或者塑料做的,然后用这个模具在砂子里印出形状,就形成了一个“砂模”。
2. 造型: 有了砂模之后,咱们就要往砂模里倒入熔化的金属。这个过程叫做“浇注”。浇注的时候要控制好温度和流量,不然就容易造成金属流不进模具或者模具被烧坏。
3. 清理: 金属冷却凝固之后,咱们就需要把砂模清理掉。这个过程叫做“清理”。清理的时候要小心,不能破坏零件的形状。
4. 修整: 清理完之后,咱们还需要对零件进行一些修整,比如打磨、去毛刺等等。这个过程叫做“修整”。
5. 检验: 最后一步就是对零件进行检验,看它是否符合咱们的设计要求。这个过程叫做“检验”。
以上这五个步骤,就是翻砂铸造的“基本流程”!
当然,除了这五个步骤,还有很多其他的细节需要注意:
模具材料的选择: 不同的金属需要用不同的模具材料。比如铸铁一般用泥沙做模具,而铝合金一般用树脂砂做模具。
浇注温度的控制: 不同的金属熔点不同,所以浇注温度也要不同。浇注温度太低,金属流不进模具,浇注温度太高,容易烧坏模具。
浇注速度的控制: 浇注速度太快,容易造成金属内部产生气泡,浇注速度太慢,容易造成金属冷却不均匀。
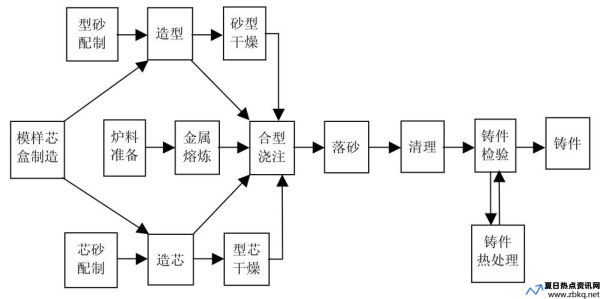
为了更加清晰地展示翻砂铸造的流程,咱们可以参考下面这张
| 步骤 | 内容 | 备注 |
|---|---|---|
| 制模 | 根据零件形状设计模具,并用模具在砂子里印出形状 | 模具材料要根据金属种类选择 |
| 造型 | 将熔化的金属浇注进砂模 | 浇注温度和速度要根据金属种类和模具材料选择 |
| 清理 | 清理掉砂模 | 清理要小心,不能破坏零件的形状 |
| 修整 | 对零件进行打磨、去毛刺等修整工作 | 修整要根据零件的具体情况进行 |
| 检验 | 对零件进行检验,看它是否符合设计要求 | 检验要严格,确保零件质量 |
翻砂铸造,说起来简单,做起来可不容易!
它需要熟练的技术、丰富的经验以及严格的管理,才能保证生产出合格的产品。当然,它也拥有很多优势,比如成本低、适应性强等等。
现在,你对翻砂铸造是不是有了更深入的了解?
怎么样?是不是觉得这玩意儿其实还挺有意思的?
不过,你有没有想过,除了用沙子做模具,还有没有其他的方法呢?
比如,用金属、塑料或者陶瓷做模具,这些方法又有什么优缺点呢?
你也可以想想看,翻砂铸造除了制作机械零件,还能用来做些什么呢?
一起来讨论讨论吧! 😉